






IPCTECH Industrial Touch Panel PC for Food & Beverage application
2025-08-12
In today's rapidly developing food and beverage industry, production efficiency, hygiene and safety, and compliance management have become key indicators of a company's core competitiveness. In traditional production models, issues such as errors in paper records, timely equipment monitoring, and difficulties in controlling hygiene standards are becoming increasingly prominent. And industrial tablets, as intelligent hubs connecting devices, data, and people, are becoming crucial devices for overcoming these pain points. IPCTECH's industrial touchscreen PC, tailored for the food and beverage industry, offers a dual guarantee of efficiency and safety through sanitary design, industrial reliability, and intelligent features.
The special nature of food and beverage production environments places far more stringent requirements on equipment than ordinary commercial devices. From raw material processing to finished product packaging, the high temperatures, high humidity, frequent cleaning, and strict hygiene standards in the workshop make it difficult for traditional computer equipment to meet these requirements. Industrial panel PCs, designed specifically for industrial scenarios, play an irreplaceable role in the food and beverage industry.
In the production process, real-time data monitoring is crucial for ensuring quality. Panel computers can connect to temperature sensors, pressure meters, and other devices to display key parameters such as sterilization temperature and fermentation time in real time. They can immediately alert if the threshold is exceeded, thereby avoiding batch quality issues. In terms of compliance management, food and beverage companies must meet multiple standards such as FDA and HACCP. Industrial panel PCs can automatically record and trace production data, replacing paper ledgers and reducing manual errors, making it easy to pass audits.
Additionally, the cleaning process in the food workshop places extremely high demands on equipment durability. Daily rinsing and disinfection can cause ordinary electronic devices to age rapidly, whereas industrial touchscreen PCs feature a fully sealed design that resists high-pressure water washing and chemical disinfectant corrosion, ensuring normal workshop operation.
IPCTECH industrial panel PC features an aluminum alloy body with extremely strong corrosion resistance, capable of withstanding long-term erosion from commonly used disinfectants. The equipment surface has been specially treated with antibacterial properties to inhibit bacterial growth and meet safety standards for food contact materials.
In terms of sealing, the equipment meets the IP65 protection rating, effectively preventing moisture and dust from entering internal components during both direct flushing with high-pressure water guns and steam cleaning operations. The touch screen uses a full-plane capacitive touchscreen. The number of clicks can reach 35 million, solving the operational challenges faced by workers when wearing sterile gloves.
Food and beverage production encompasses a variety of scenarios including refrigerated warehouses, baking workshops, and sterilization stages, with significant temperature fluctuations. The IPCTECHpanel computer has been rigorously tested and can operate stably in a wide temperature range from -20°C to 60°C, with no delay on startup in cryogenic environments and continuous operation in high-temperature baking facilities.
The equipment features a fanless heat dissipation design, naturally dissipating heat through a metal casing, thereby avoiding dust intake issues caused by fans and reducing the risk of mechanical failures. This design ensures long-term reliable operation of the equipment in scenarios such as grain processing workshops with high dust levels and powder beverage production lines.
IPCTECHindustrial touchscreen PCs are equipped with high-performance processors that support parallel multitasking and can run production monitoring systems, ERP software, and device managers simultaneously. The equipment is equipped with a wide range of interfaces, including 2 gigabit Ethernet ports, 4 USB ports, and multiple COM ports, making it easy to connect peripherals such as a scanner, RFID reader, and PLC controller.
In terms of software compatibility, the device supports Windows 10 IoT and Linux systems, seamlessly integrating with mainstream food production management software to achieve functionalities such as raw material traceability, recipe management, and batch tracking. Through the built-in 4G/WiFi module, devices can upload real-time production data to the cloud platform, allowing managers to view workshop updates from the office and achieve remote monitoring.
From raw material inspection to end-to-end storage, IPCTECH industrial panel PCs play a crucial role in the entire food and beverage production process, enhancing efficiency and ensuring safety through digital means.
During the raw material acceptance process, staff use the panel computer to scan the QR code on the raw material packaging to quickly access supplier qualifications, test reports, and other information. The system automatically compares raw material standards and immediately marks no. Raw materials and prohibits storage. The equipment is connected to a weighing sensor which automatically records the weight of raw materials and generates receipt documents, thereby avoiding errors in manual recording.
In warehousing management, industrial panel PCs automatically recommend the order of raw materials for shipment based on production schedules by tracking their locations in real time, adhering to a first-in, first-out principle to reduce waste due to expiration. The equipment in low-temperature refrigerated warehouses can also monitor the warehouse temperature in real time, automatically trigger an alarm when abnormal, and notify management.
In the beverage filling production line, industrial touchscreen PCs are installed next to the filling equipment, displaying parameters such as filling speed, liquid level height, and capping pressure in real time. The images are presented in dynamic charts, with abnormal data automatically reded. Operators can adjust parameters by touching the screen, and the system automatically records the history of parameter changes, facilitating process optimization and traceability.
In the baking workshop, equipment is connected to the oven temperature control system, which preset baking curves for different products and display real-time comparisons between the furnace temperature curve and standard curves. Immediate sound and light alarms are triggered to ensure consistent product taste. The equipment can also record baking data for each batch of products, forming production records that provide a basis for quality analysis.
In the finished product inspection stage, industrial panel pc is connected to the visual inspection equipment to automatically identify problems such as incorrect labels and poor sealing on the product packaging. Unqualified products are automatically triggered to be sorted out by the sorting device. The equipment records the test data of each batch, generates quality reports, and through data analysis, identifies high-frequency problem points to facilitate quality control improvement.
In the sample retention management, staff members use the device to scan the code to record the sample retention information. The system automatically reminds the sample retention observation time. After the expiration, the testing personnel are notified through a pop-up window on the screen and a text message to ensure that the sample retention process is carried out in a standardized manner. After the detection data is entered into the equipment, it is automatically synchronized to the quality traceability system, achieving full life cycle tracking of the product.
The panel computer is equipped with a built-in cleaning management module that preset the cleaning processes and frequencies for different devices, automatically reminding cleaners when the time comes. During the cleaning process, staff record the cleaning steps, types, and concentrations of disinfectants by touching the screen, and the system automatically generates a cleaning record to avoid missing items or improper operations.
The sanitary design of the equipment itself also makes cleaning more convenient. The smooth aluminum alloy body surface has no hygiene blind spots and superior water resistance, meeting users' high demand for industrial panel PCs.
Flexible and diverse display specifications
The P5000 series offers a wide range of display sizes and specifications, covering both 4:3 and 16:9 mainstream ratios to meet the visual needs of different scenarios. 4:3 sizes include 7 inches, 8 inches, 10.4 inches, 12.1 inches, 15 inches, 17 inches, and 19 inches, while 16:9 sizes cover 10.1 inches, 13.3 inches, 15.6 inches, 17.3 inches, 18.5 inches, 21.5 inches, 23.8 inches, 27 inches, and 32 inches, meeting the needs of industrial pels for users across different industries.
All models support both capacitive touch and resistive touch options. Capacitive touch responds sensitively and supports multi-touch, making it suitable for quick operations; resistive touch, on the other hand, offers strong interference resistance and glove-worthy operation, making it more practical in industrial environments with high dust or fine-tuning requirements.
Modular design, flexible upgrades and maintenance
The P5000 series features an advanced modular design, enabling communication between the panel and the host through reliable modular connections and wireless relay links. The biggest advantage of this design is that users can flexibly pair multi-specification all-in-one machines with a single host without altering the existing site layout, making it easy to upgrade and maintain the equipment.
When production demands change or equipment needs to be updated, modular design allows users to replace or upgrade a particular module individually rather than replacing the entire device, significantly reducing upgrade costs and downtime. For example, when improving computational performance is needed, the CPU module can be directly replaced; when touch mode needs to be adjusted, the touch panel can be replaced separately. This "on-demand upgrade" model maximizes cost-effectiveness throughout the device's lifecycle.
High interference resistance, stable operation with no worries
Industrial sites are often filled with various forms of electromagnetic interference, which poses a significant test for the stability of electronic devices. The P5000 series features a high-interference design that effectively protects against electromagnetic interference by optimizing circuit layout and adding shielding layers, ensuring stable operation in complex electromagnetic environments.
Neither the startup of nearby high-power motors nor the operation of high-frequency equipment will affect the normal operation of the P5000 series. This characteristic makes it particularly prominent in strong electromagnetic interference environments such as power, metallurgy, and mechanical manufacturing, ensuring the continuous collection of production data and accurate execution of control instructions.
Widespread system compatibility, seamless integration with industrial software
The P5000 series supports mainstream operating systems such as Windows 7/10/11 and Linux, enabling seamless integration with various industrial control software, data acquisition software, and ERP systems. Whether running the SCADA system for production monitoring or using the MES system for production execution management, good compatibility and stability can be maintained.
The advantage of system compatibility allows enterprises to introduce the P5000 series without making large-scale modifications to their existing software systems, thereby reducing deployment costs and risks. At the same time, support from mainstream operating systems facilitates technicians' operations and maintenance, reducing training costs.
Against the backdrop of increasing emphasis on food safety and accelerated advancements in intelligent manufacturing, industrial panel PCs have become an ideal choice for digital transformation in food and beverage companies due to their modular design, stable performance, and intelligent features. Choose IPCTECH industrial panel PCs to offer exclusive solutions for food and beverage companies of different sizes and categories.
Why Industrial Panel Computer PCs Matter in Food & Beverage Production?
The special nature of food and beverage production environments places far more stringent requirements on equipment than ordinary commercial devices. From raw material processing to finished product packaging, the high temperatures, high humidity, frequent cleaning, and strict hygiene standards in the workshop make it difficult for traditional computer equipment to meet these requirements. Industrial panel PCs, designed specifically for industrial scenarios, play an irreplaceable role in the food and beverage industry.
In the production process, real-time data monitoring is crucial for ensuring quality. Panel computers can connect to temperature sensors, pressure meters, and other devices to display key parameters such as sterilization temperature and fermentation time in real time. They can immediately alert if the threshold is exceeded, thereby avoiding batch quality issues. In terms of compliance management, food and beverage companies must meet multiple standards such as FDA and HACCP. Industrial panel PCs can automatically record and trace production data, replacing paper ledgers and reducing manual errors, making it easy to pass audits.
Additionally, the cleaning process in the food workshop places extremely high demands on equipment durability. Daily rinsing and disinfection can cause ordinary electronic devices to age rapidly, whereas industrial touchscreen PCs feature a fully sealed design that resists high-pressure water washing and chemical disinfectant corrosion, ensuring normal workshop operation.
IPCTECH Industrial Panel PC: Designed for Food & Beverage Environments
Sanitary Hardware: Comprehensive Protection from Material to Structure
IPCTECH industrial panel PC features an aluminum alloy body with extremely strong corrosion resistance, capable of withstanding long-term erosion from commonly used disinfectants. The equipment surface has been specially treated with antibacterial properties to inhibit bacterial growth and meet safety standards for food contact materials.
In terms of sealing, the equipment meets the IP65 protection rating, effectively preventing moisture and dust from entering internal components during both direct flushing with high-pressure water guns and steam cleaning operations. The touch screen uses a full-plane capacitive touchscreen. The number of clicks can reach 35 million, solving the operational challenges faced by workers when wearing sterile gloves.
Wide-temperature stable operation: adaptable to extreme production environments
Food and beverage production encompasses a variety of scenarios including refrigerated warehouses, baking workshops, and sterilization stages, with significant temperature fluctuations. The IPCTECHpanel computer has been rigorously tested and can operate stably in a wide temperature range from -20°C to 60°C, with no delay on startup in cryogenic environments and continuous operation in high-temperature baking facilities.
The equipment features a fanless heat dissipation design, naturally dissipating heat through a metal casing, thereby avoiding dust intake issues caused by fans and reducing the risk of mechanical failures. This design ensures long-term reliable operation of the equipment in scenarios such as grain processing workshops with high dust levels and powder beverage production lines.
Smart Function Adaptation: Digital Empowerment Throughout the Production Process
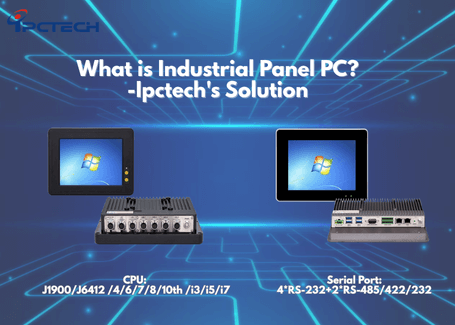
IPCTECHindustrial touchscreen PCs are equipped with high-performance processors that support parallel multitasking and can run production monitoring systems, ERP software, and device managers simultaneously. The equipment is equipped with a wide range of interfaces, including 2 gigabit Ethernet ports, 4 USB ports, and multiple COM ports, making it easy to connect peripherals such as a scanner, RFID reader, and PLC controller.
In terms of software compatibility, the device supports Windows 10 IoT and Linux systems, seamlessly integrating with mainstream food production management software to achieve functionalities such as raw material traceability, recipe management, and batch tracking. Through the built-in 4G/WiFi module, devices can upload real-time production data to the cloud platform, allowing managers to view workshop updates from the office and achieve remote monitoring.
Core Applications of IPCTECH Touch Panel PCs in Food & Beverage
From raw material inspection to end-to-end storage, IPCTECH industrial panel PCs play a crucial role in the entire food and beverage production process, enhancing efficiency and ensuring safety through digital means.
Raw material control: Ensuring food safety from the source
During the raw material acceptance process, staff use the panel computer to scan the QR code on the raw material packaging to quickly access supplier qualifications, test reports, and other information. The system automatically compares raw material standards and immediately marks no. Raw materials and prohibits storage. The equipment is connected to a weighing sensor which automatically records the weight of raw materials and generates receipt documents, thereby avoiding errors in manual recording.
In warehousing management, industrial panel PCs automatically recommend the order of raw materials for shipment based on production schedules by tracking their locations in real time, adhering to a first-in, first-out principle to reduce waste due to expiration. The equipment in low-temperature refrigerated warehouses can also monitor the warehouse temperature in real time, automatically trigger an alarm when abnormal, and notify management.
Production Monitoring: Real-time Control of Process Parameters
In the beverage filling production line, industrial touchscreen PCs are installed next to the filling equipment, displaying parameters such as filling speed, liquid level height, and capping pressure in real time. The images are presented in dynamic charts, with abnormal data automatically reded. Operators can adjust parameters by touching the screen, and the system automatically records the history of parameter changes, facilitating process optimization and traceability.
In the baking workshop, equipment is connected to the oven temperature control system, which preset baking curves for different products and display real-time comparisons between the furnace temperature curve and standard curves. Immediate sound and light alarms are triggered to ensure consistent product taste. The equipment can also record baking data for each batch of products, forming production records that provide a basis for quality analysis.
Quality inspection: Digitalization enhances quality control efficiency
In the finished product inspection stage, industrial panel pc is connected to the visual inspection equipment to automatically identify problems such as incorrect labels and poor sealing on the product packaging. Unqualified products are automatically triggered to be sorted out by the sorting device. The equipment records the test data of each batch, generates quality reports, and through data analysis, identifies high-frequency problem points to facilitate quality control improvement.
In the sample retention management, staff members use the device to scan the code to record the sample retention information. The system automatically reminds the sample retention observation time. After the expiration, the testing personnel are notified through a pop-up window on the screen and a text message to ensure that the sample retention process is carried out in a standardized manner. After the detection data is entered into the equipment, it is automatically synchronized to the quality traceability system, achieving full life cycle tracking of the product.
Clean Management: Standardized Execution Ensures Hygiene
The panel computer is equipped with a built-in cleaning management module that preset the cleaning processes and frequencies for different devices, automatically reminding cleaners when the time comes. During the cleaning process, staff record the cleaning steps, types, and concentrations of disinfectants by touching the screen, and the system automatically generates a cleaning record to avoid missing items or improper operations.
The sanitary design of the equipment itself also makes cleaning more convenient. The smooth aluminum alloy body surface has no hygiene blind spots and superior water resistance, meeting users' high demand for industrial panel PCs.
Why Choose IPCTECH Industrial Panel PCs?
IPCTECH P5000 Series for Your Food & Beverage Facility
Flexible and diverse display specifications
The P5000 series offers a wide range of display sizes and specifications, covering both 4:3 and 16:9 mainstream ratios to meet the visual needs of different scenarios. 4:3 sizes include 7 inches, 8 inches, 10.4 inches, 12.1 inches, 15 inches, 17 inches, and 19 inches, while 16:9 sizes cover 10.1 inches, 13.3 inches, 15.6 inches, 17.3 inches, 18.5 inches, 21.5 inches, 23.8 inches, 27 inches, and 32 inches, meeting the needs of industrial pels for users across different industries.
All models support both capacitive touch and resistive touch options. Capacitive touch responds sensitively and supports multi-touch, making it suitable for quick operations; resistive touch, on the other hand, offers strong interference resistance and glove-worthy operation, making it more practical in industrial environments with high dust or fine-tuning requirements.
Modular design, flexible upgrades and maintenance
The P5000 series features an advanced modular design, enabling communication between the panel and the host through reliable modular connections and wireless relay links. The biggest advantage of this design is that users can flexibly pair multi-specification all-in-one machines with a single host without altering the existing site layout, making it easy to upgrade and maintain the equipment.
When production demands change or equipment needs to be updated, modular design allows users to replace or upgrade a particular module individually rather than replacing the entire device, significantly reducing upgrade costs and downtime. For example, when improving computational performance is needed, the CPU module can be directly replaced; when touch mode needs to be adjusted, the touch panel can be replaced separately. This "on-demand upgrade" model maximizes cost-effectiveness throughout the device's lifecycle.
High interference resistance, stable operation with no worries
Industrial sites are often filled with various forms of electromagnetic interference, which poses a significant test for the stability of electronic devices. The P5000 series features a high-interference design that effectively protects against electromagnetic interference by optimizing circuit layout and adding shielding layers, ensuring stable operation in complex electromagnetic environments.
Neither the startup of nearby high-power motors nor the operation of high-frequency equipment will affect the normal operation of the P5000 series. This characteristic makes it particularly prominent in strong electromagnetic interference environments such as power, metallurgy, and mechanical manufacturing, ensuring the continuous collection of production data and accurate execution of control instructions.
Widespread system compatibility, seamless integration with industrial software
The P5000 series supports mainstream operating systems such as Windows 7/10/11 and Linux, enabling seamless integration with various industrial control software, data acquisition software, and ERP systems. Whether running the SCADA system for production monitoring or using the MES system for production execution management, good compatibility and stability can be maintained.
The advantage of system compatibility allows enterprises to introduce the P5000 series without making large-scale modifications to their existing software systems, thereby reducing deployment costs and risks. At the same time, support from mainstream operating systems facilitates technicians' operations and maintenance, reducing training costs.
IPCtech Industrial Computers Solution
Against the backdrop of increasing emphasis on food safety and accelerated advancements in intelligent manufacturing, industrial panel PCs have become an ideal choice for digital transformation in food and beverage companies due to their modular design, stable performance, and intelligent features. Choose IPCTECH industrial panel PCs to offer exclusive solutions for food and beverage companies of different sizes and categories.
Recommended